

Revolutionerande möbelfinishing: En omfattande guide till ytbehandlingsutrustning
Introduktion Det slutliga utseendet och hållbarheten hos en möbel är inte bara ett resultat av dess design eller kvaliteten på dess råmaterial, ...
Se Detaljer
Den mest effektiva ytbehandlingsmaskin för att förbereda stål före målning är ett automatiskt kulblästringssystem som uppnår en renhetsnivå på Sa 2,5 enligt ISO 8501-1 och producerar en kontrollerad ankarprofil av 40 till 75 mikron . Denna nivå av ytbehandling säkerställer att en efterföljande applicerad tvåkomponents epoxibeläggning kommer att överleva en 1 500 timmars saltspraytest utan korrosion under film, direkt översatt till en struktur som kräver ommålning endast varje 15 till 20 år istället för vart femte år.
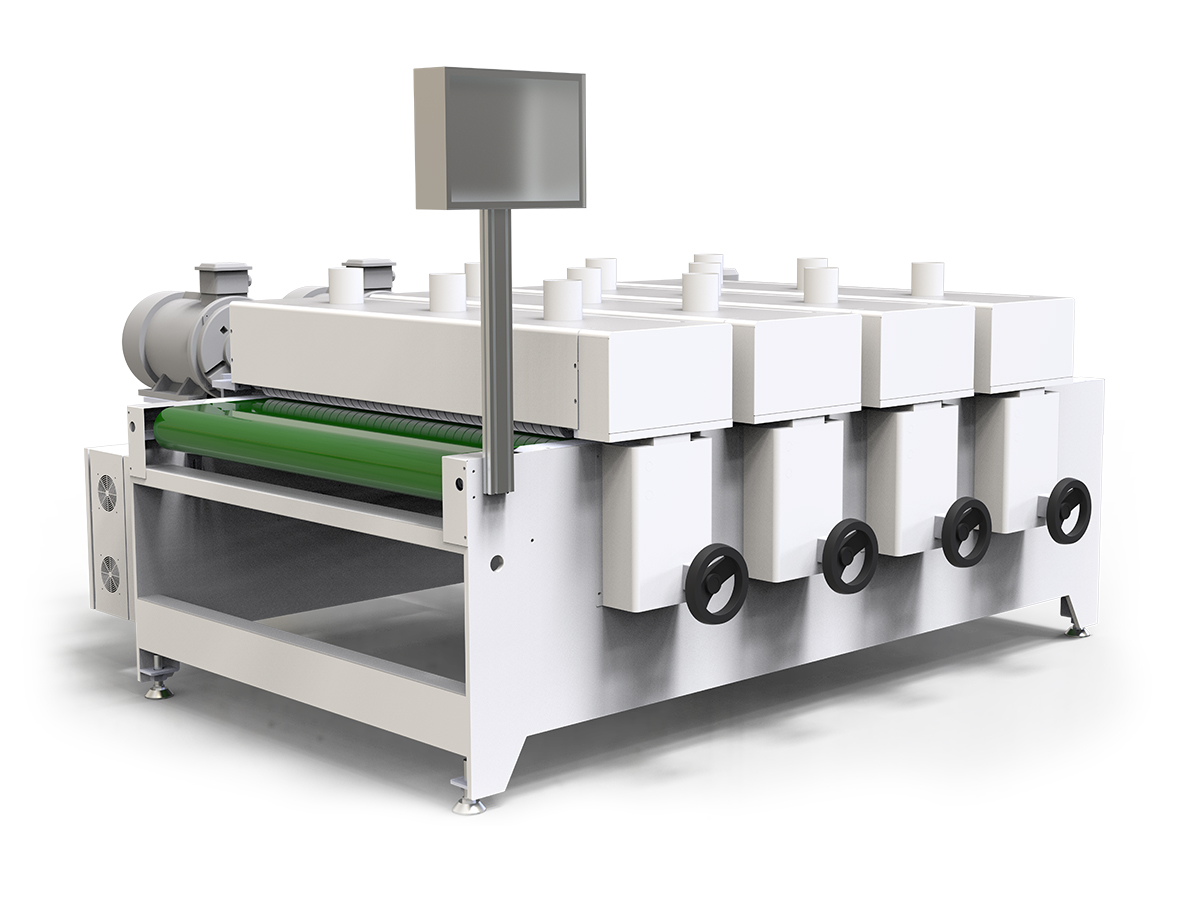
A ytbehandlingsmaskin är all motordriven utrustning som tar bort rost, kvarnskala, gamla beläggningar och andra föroreningar från ett metallsubstrat och ger den specifika grovhet som krävs för att ett nytt beläggningssystem ska fästa. Maskinen applicerar inte färg. Dess enda syfte är att skapa en kemiskt ren, fysiskt grov yta som färg kan binda till mekaniskt. Utan en ordentligt behandlad yta kommer även det dyraste beläggningssystemet att misslyckas eftersom färgfilmen lossnar från den underliggande metallen när korrosion fortplantar sig osynligt under den.
I en typisk industrimålningslinje är den ytbehandlingsmaskin sitter direkt uppströms färgappliceringsutrustningen. Stålprofiler, plattor eller tillverkade delar kommer in i maskinen täckta av kvarnskala och lätt rost. De går ut med en enhetlig, mattgrå finish som omedelbart är redo för primer. Tiden från ytbehandling till primerapplicering bör inte överskrida 4 timmar i en okontrollerad miljö för att förhindra bildandet av blixtrost, vilket förnekar fördelarna med behandlingen.
Inte alla ytbehandlingsmaskins ger samma resultat. Valet mellan abrasiv blästring, kulblästring och kemisk förbehandling beror på produktionsvolymen, delarnas geometri och det beläggningssystem som kommer att följa. Tabellen nedan jämför de tre vanligaste teknikerna.
| Teknik | Typisk rengöringsstandard uppnådd | Ankarprofilområde | Bästa applikationen |
|---|---|---|---|
| Automatisk kulsprängning | Sa 2.5 (Near White Metal) | 40 till 75 mikron | Stålplåtar, profiler, tillverkade sektioner |
| Manuell sandblästring | Sa 2 till Sa 3 | 25 till 100 mikron | Komplexa geometrier, reparationsarbete |
| Kemisk förbehandlingslinje | Rengör och fosfater | Minimal strävhet | Plåt, pulverlackeringslinjer |
En automatisk kulsprängning ytbehandlingsmaskin är det föredragna valet för tillverkning av konstruktionsstål med stora volymer. Den använder en turbin för att driva fram stålkulor eller sand på arbetsstycket med hastigheter upp till 80 meter per sekund , vilket uppnår en enhetlig finish över hela ytan. Det förbrukade slipmedlet återvinns i maskinen genom en luftspolningsseparator som tar bort damm och trasiga slipmedelspartiklar, vilket säkerställer att mediet som påverkar stålet alltid har rätt storlek och form. Denna slutna mediahantering håller driftskostnaderna på ungefär 15 till 20 cent per kvadratmeter rengjord yta, ungefär en tredjedel av kostnaden för motsvarande utomhussandblästring.
Medierna som används inuti en ytbehandlingsmaskin bestämmer direkt ankarprofilens djup, vilket är den mikroskopiska grovhet som färgen greppar. En för grund förankringsprofil gör att beläggningen delamineras under termisk expansion, medan en profil som är för djup lämnar toppar som sticker ut genom färgfilmen och blir startpunkter för korrosion. Standardkravet för ett tvåkomponents epoxifärgsystem är en profil av 40 till 75 mikron , uppmätt med en replikatejp och fjädermikrometer enligt ASTM D4417.
Stålhagel ger en rundad, blästrad yta med en profil mot den nedre änden av intervallet. Det är att föredra när färgsystemet är relativt tunt och beläggningen måste flyta jämnt. Stålkorn ger en skarp, kantig profil med ett djup som kan överskrida 100 mikron , vilket gör det till valet för tjocka, högbyggda beläggningar som de som används på offshore-plattformar. A ytbehandlingsmaskin som kan blanda kul och grus i ett kunddefinierat förhållande ger operatören fullständig kontroll över den slutliga ytråheten, vilket gör att en enda maskin kan förbereda stål för både en 80-mikron tunnfilmszinkrik primer och en 400-mikron lösningsmedelsfri epoxibeläggning.
En manuellt manövrerad ytbehandlingsmaskin begränsas av en operatörs hastighet. En automatisk kulbläster med rulltransportör bearbetar å andra sidan stålplåtar och sektioner med en matningshastighet på 2 till 6 meter per minut , vilket översätter till en genomströmning på över 1 000 kvadratmeter per skift . Maskinen placerar flera sprängturbiner i exakta vinklar runt arbetsstycket, vilket säkerställer att varje yta påverkas av slipmedel, inklusive de inre hörnen på I-balkar och kanalsektioner som en manuell operatör skulle missa.
Sprängkammaren av en produktionskvalitet ytbehandlingsmaskin är fodrad med utbytbara slitplåtar av manganstål. Turbinbladen, som snurrar kl 2 500 till 3 000 rpm , är gjutna av högkromlegering och har en livslängd på 600 till 800 timmar under kontinuerlig drift innan de måste bytas ut. Dammuppsamlaren som är ansluten till maskinen måste sugas ut 8 000 till 12 000 kubikmeter luft per timme för att upprätthålla ett undertryck inuti sprängkammaren som förhindrar att slipdamm tränger ut i verkstaden.
A ytbehandlingsmaskin är mest effektiv när den är direkt integrerad med målarbåset genom en gemensam rullbana. Stålet lämnar blästermaskinen rent och varmt, vid en temperatur ungefär 5 till 8 grader C över omgivningen på grund av friktionen i sprängningsprocessen. Denna lätta temperaturhöjning hjälper det första färgskiktet att fukta ytan mer effektivt och börja härda omedelbart. Om stålet får svalna till omgivningstemperatur och sitta exponerat i mer än 4 timmar bildas ett flashrostskikt som minskar beläggningens vidhäftning med upp till 30 procent .
I en helt integrerad linje passerar stålet från blästermaskinen genom en avblåsningsstation som tar bort restdamm och sedan direkt in i färgsprutboxen. Hela cykeln från rostigt stål till grundmålat, målat och ugnshärdat tar mindre än 90 minuter . Detta just-in-time tillvägagångssätt eliminerar behovet av mellanlagring av preparerat stål och den tillhörande risken för återkontaminering.
A ytbehandlingsmaskin är en hård utrustning. Slipmedlet som rengör stålet sliter också på maskinen. Ett disciplinerat underhållsschema är det enda sättet att hålla maskinen i en jämn finish och förhindra oplanerade stillestånd. De kritiska underhållsuppgifterna och deras frekvenser är följande.
A ytbehandlingsmaskin som arbetar med full kapacitet innehåller höghastighetsprojektiler, högspänningsmotorer och en potentiellt explosiv damm-luftblandning. Säkerhetssystemen som är integrerade i maskinen är inte tillval. Sprängkammaren måste vara försedd med en förregling som omedelbart bryter strömmen till alla turbiner om någon tillträdesdörr öppnas. Dammuppsamlaren måste ha en explosionsavlastningspanel dimensionerad för att ventilera ett tryck på 0,5 bar vid en dammexplosion. Manöverpanelen måste ha en nödstoppskrets som, när den aktiveras, stoppar turbinerna och transportören inom 2 sekunder och ansätter en mekanisk broms för att förhindra att arbetsstycken rullar fritt.
Operatören av en ytbehandlingsmaskin måste bära hörselskydd klassade för en kontinuerlig ljudnivå på 95 till 105 dB(A) , eftersom det kombinerade bullret från turbinerna, mediapåverkan och dammsamlarfläkten överskrider säkra gränser. En korrekt underhållen maskin med alla akustiska kapslingar stängda kommer att hålla operatörszonens ljud under 85 dB(A) , vilket är den tröskel vid vilken yrkesmässig hörselnedsättning börjar inträffa vid långvarig exponering.
Beslutet att köpa en ytbehandlingsmaskin bör baseras på en noggrann analys av det inkommande stålets kondition, den erforderliga genomströmningen och beläggningsspecifikationen som måste uppfyllas. De viktigaste variablerna att definiera innan man kontaktar en maskinleverantör är arbetsstyckenas maximala bredd och höjd, den erforderliga transportörhastigheten, målrenhetsnivån och ankarprofilens djup. En maskin som har rätt storlek kommer att fungera kl 70 till 80 procent av dess maximala genomströmning , vilket lämnar reservkapacitet för toppperioder utan att köra slipmedelsåtervinningssystemet över dess designgräns. En maskin som är underdimensionerad kommer att tvinga förare att sakta ner transportören under den lägsta hastighet som blästerturbinerna effektivt kan rengöra, vilket ger en inkonsekvent yta som kommer att misslyckas med ett beläggningsvidhäftningstest.
